Стабильная подача порошковой проволоки при наплавке: лайфхак от экспертов Castolin
Электродуговая наплавка с использованием порошковой самозащитной проволоки — высокоэффективный метод восстановления и упрочнения изношенных деталей. Однако из-за конструктивных особенностей (полое сечение, меньшая жесткость по сравнению со сплошной проволокой) этот материал предъявляет повышенные требования к подающему оборудованию.
Несоответствие профиля подающих роликов или неправильный выбор горелки неизбежно ведут к проскальзыванию, деформации сечения и застреванию проволоки в канале. Это прерывает процесс, снижает качество наплавленного слоя и ведет к незапланированным простоям.
В этой статье мы разбираем реальный технический кейс от экспертов «Кастолин», который наглядно демонстрирует: предварительная диагностика оборудования и корректный выбор комплектующих способны обеспечить безупречную стабильность процесса с самых первых секунд работы.
На одном из цементных заводов под Санкт-Петербургом проводилась наплавка вала дробилки. В процессе выполнения работ персонал регулярно сталкивался с критическими сбоями в подаче сварочных материалов:
- Постоянные трудности с протяжкой проволоки через подающий механизм.
- Застревание и пригорание проволоки в канале подачи и сварочном сопле.
- Нестабильное горение дуги и самопроизвольное прерывание процесса наплавки.
Операторы предпринимали стандартные меры: чистили каналы и меняли наконечники, однако проблема воспроизводилась систематически, что фактически парализовало работу ремонтного цеха. Корень проблемы крылся не в самом процессе наплавки, а в изначальной некорректной комплектации подающего тракта полуавтомата, который не был адаптирован под физические характеристики применяемой порошковой проволоки.
Для анализа ситуации на объект был направлен технический специалист «Кастолин». Завод также приобрел новую горелку с рукавом длиной 3 метра. Ключевым условием успеха стала превентивная диагностика: все настройки и замены были выполнены специалистами «Кастолин» до начала непосредственно сварочно-наплавочных работ. Это позволило исключить простои на экспериментальные подборки режимов.
В ходе аудита подающего устройства была выявлена главная причина сбоев: аппарат был оснащен стандартными роликами с V-образным профилем (без внутреннего ребрения).
Такие ролики предназначены для сплошной проволоки. При работе с порошковой они не обеспечивают достаточного сцепления, что приводит к проскальзыванию и смятию полого сечения, из-за чего проволока просто не может пройти через узкий канал горелки.
Решение от специалистов «Кастолин»
Чтобы гарантировать стабильный результат, специалисты выполнили следующие шаги:
- Замена подающих роликов. Были установлены откалиброванные ролики с внутренним ребрением, специально разработанные для порошковой проволоки диаметром 1,6 мм. Они обеспечивают надежное толкающее усилие, равномерно передавая крутящий момент без деформации сечения.
- Настройка режимов наплавки. Параметры тока, напряжения и скорости подачи были выставлены в строгом соответствии с техническими рекомендациями производителя.
- Модернизация горелки. Была установлена новая горелка Castolin MSG 430 (рассчитанная на ток 430 А, диаметр проволоки 1,6–3,2 мм) с корректным размером подающего канала и сопла, подобранным под конкретный диаметр.
После модернизации подающего тракта и настройки полуавтомата были достигнуты следующие результаты:
- Проскальзывание проволоки в подающем устройстве полностью устранено.
- Застревания в канале горелки и сопле больше не фиксировались.
- Процесс наплавки протекал стабильно с заданными параметрами.
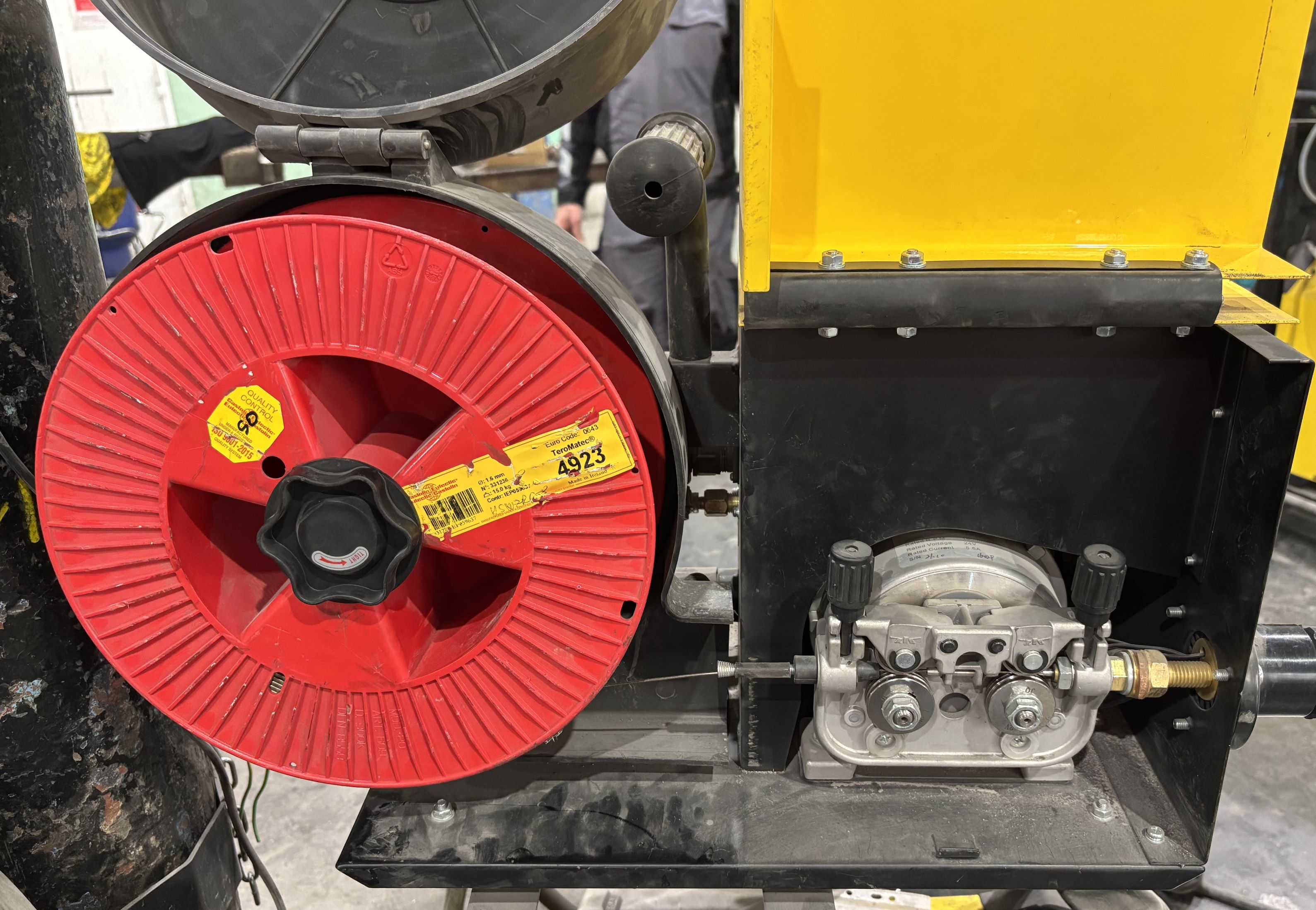
- Вал дробилки был успешно восстановлен материалом TeroMatec 4923 с обеспечением требуемой твердости (55 HRC) и геометрии.
Завод получил качественно восстановленную деталь без дополнительных временных и материальных затрат на брак или простои.
TeroMatec 4923 (DIN 8555: MF 6-60-G) — это самозащитная порошковая проволока на железной основе, легированная хромом (Cr), молибденом (Mo), марганцем (Mn), титаном (Ti) и углеродом (C).
При соблюдении правильных режимов наплавки материал формирует уникальную микроструктуру с ультратвердыми карбидами титана, равномерно распределенными в мартенситной матрице. Твердость наплавленного слоя достигает 55 HRC.
Это идеальное решение для деталей, работающих в условиях интенсивного абразивного и ударного износа:
- Молотки и валы дробилок, била, ударные планки.
- Зубья ковшей экскаваторов и погрузчиков.
- Лопатки миксеров и компоненты насосов.
4 главных правила стабильной наплавки порошковой проволокой
На основе нашего опыта мы сформулировали ключевые рекомендации для главных механиков и сварщиков промышленных предприятий:
- Учитывайте физику материала. Порошковая самозащитная проволока имеет полое сечение и менее жесткая, чем сплошная. Она предъявляет повышенные требования к тянущему усилию и геометрии подающих элементов.
- Используйте только специализированные ролики. Применение стандартных V-образных роликов недопустимо. Оптимален профиль с внутренним ребрением, строго соответствующий диаметру применяемой проволоки.
- Проводите диагностику до начала работ. Проверка подающего тракта, соответствие каналов и сопла — обязательное условие. Грамотная превентивная настройка экономит часы производственного времени.
- Доверяйте экспертизе производителей. Горелка Castolin MSG 430 в связке с правильно настроенным подающим механизмом демонстрирует безупречную работу, полностью раскрывая потенциал современных порошковых материалов.