Газотермическая наплавка по технологии Eutalloy

Газопорошковая наплавка предназначена для исправления мелких дефектов, выявленных на стадии механической обработки детали, а также для восстановления изношенных поверхностей и кромок таких изделий, как чугунные пресс-формы, штампы, опорные поверхности, буровой инструмент и прочие детали, работающие в условиях металлического, эрозионного, теплового, ударного и абразивного износа.
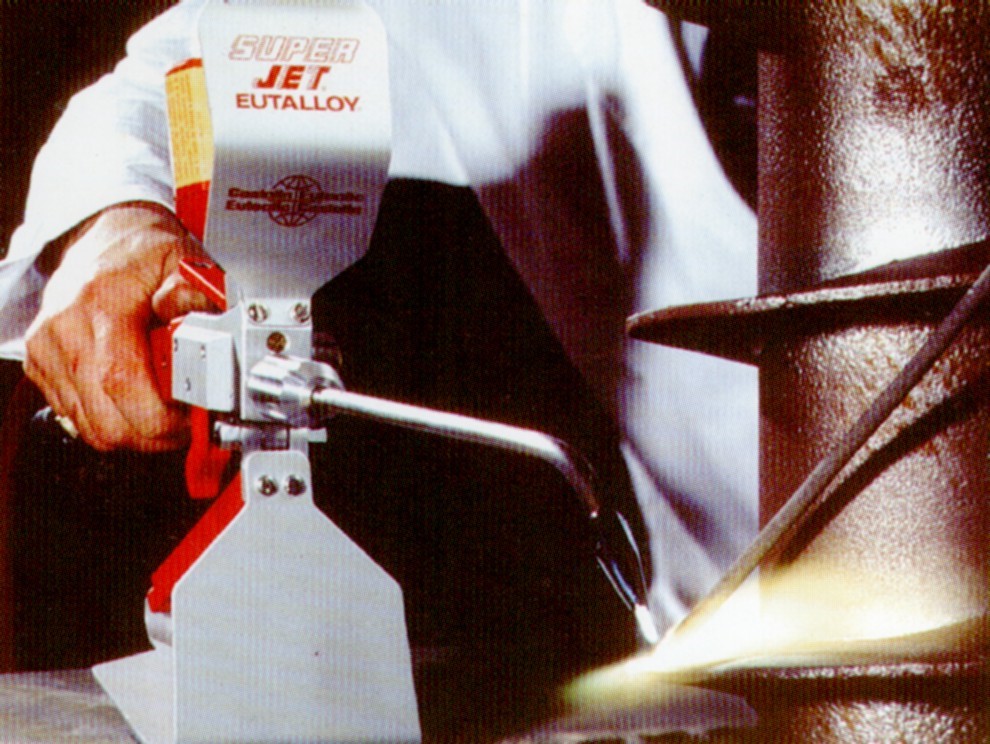
Газопорошковая наплавка — это эффективный и простой процесс, при котором наплавочный материал в виде порошкового сплава подается через газокислородное пламя непосредственно в зону наплавки. Метод позволяет получить на деталях слой наплавленного металла толщиной от 0,2 до 2,0 мм и более. Твердость наплавленного металла может достигать 65 HRC. Критически важно, что перемешивание наплавленного слоя с основным металлом отсутствует, благодаря чему сохраняется химический состав исходного материала при минимальном припуске на последующую механическую обработку.
Основные принципы технологии Eutalloy® (разработка Castolin Eutectic)
Суть процесса
Порошок, пропускаемый через пламя горелки, напыляется в полурасплавленном состоянии на предварительно подогретую деталь и практически сразу оплавляется. Сцепление покрытия с основой обеспечивается за счет диффузии между наплавленным сплавом и металлом детали. Диффузионное сцепление с основой принципиально аналогично процессам пайки, где определяющими факторами являются смачиваемость и текучесть. Эти факторы зависят от наличия флюсующих химических элементов в составе порошков (самофлюсующиеся сплавы), которые препятствуют образованию оксидов и гарантируют качественное соединение сплава с основным металлом. Температура плавления порошков зависит от их типа и варьируется от 850°C до 1100°C. Оптимальное расстояние от сопла горелки до поверхности детали составляет от 6 до 20 мм.
Преимущества процесса Eutalloy®
Технология Eutalloy® имеет ряд неоспоримых преимуществ перед традиционной электродуговой и плазменной наплавкой:
- Отсутствие перемешивания (разбавления) наплавленного сплава с основным металлом.
- Высокое качество наплавленного слоя: плотная, гомогенная структура с полным отсутствием пор.
- Гладкая поверхность, требующая минимальной механической обработки или вовсе обходящаяся без нее.
- Высокая прочность сцепления (адгезия) с основой.
- Превосходная ударопрочность и износостойкость покрытия.
- Возможность многослойной наплавки без риска отслоения.
Области применения
Процесс Eutalloy® специально разработан для нанесения защитных покрытий на детали оборудования и инструменты, подверженные различным видам износа. Eutalloy® — это семейство ацетилен-кислородных горелок, оптимизированных для наплавки широкой гаммы порошковых сплавов. Используя технологию Eutalloy®, можно получать покрытия толщиной от 0,01 мм до нескольких миллиметров. Твердость наплавленного покрытия может варьироваться от 15 до 65 HRC в зависимости от марки (химического состава) порошка. Покрытия получаются плотными, полностью однородными и металлургически связанными с основой.